Cat:Produkter
Kontinuerlig rør, også kjent som fleksibel rør eller fleksibel slang, er mye brukt innen feltene med godt trening, hogst og boring, etc. Produksjon...
Se detaljer
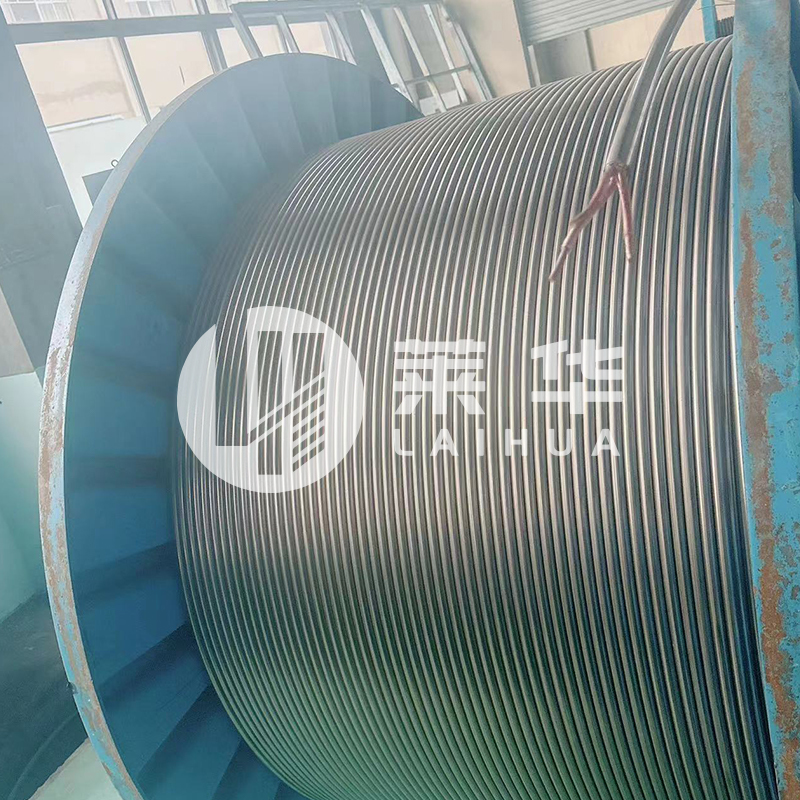
Sveisede rørspoler i rustfritt stål tilby en pålitelig, kostnadseffektiv løsning for væske- og gasstransport, ved å kombinere eksepsjonell korrosjonsbestandighet med høy mekanisk styrke . De er dannet ved kontinuerlig å rulle og sveise flat rustfritt stålbånd til en rørformet form, og deretter kveile den for enkel håndtering og installasjon. Dette produktet er mye brukt i bransjer som petrokjemisk prosessering, hydraulisk instrumentering og matvarebasert væskeoverføring, der lange, uavbrutt kjører og jevne indre overflater er kritiske.
Sammenlignet med sømløse alternativer gir sveisede spoler strammere dimensjonstoleranser og større lengdekonsistens, som ofte overstiger 1000 meter per spole . Dette gjør dem spesielt verdifulle i varmevekslerfabrikasjon og sporvarmesystemer, hvor fugereduksjon på stedet sparer tid og minimerer potensielle lekkasjebaner.
Ytelsen til en sveiset rørspole er grunnleggende bestemt av legeringssammensetningen. Valget av riktig karakter dikterer levetiden i spesifikke miljøer.
Type 304 og 304L er de vanligste valgene, og gir god oksidasjonsmotstand opp til 870 grader Celsius . De er egnet for meierilinjer, arkitektonisk trim og kjemisk transport der kloridnivåene er lave. Det lave karboninnholdet i 304L bidrar til å forhindre intergranulær korrosjon etter sveising.
Type 316 og 316L er forsterket med molybden, noe som øker motstanden mot klorider og industrielle løsemidler betydelig. Dette gjør dem til standarden for marine miljøer, farmasøytisk prosessering og kystvarmevekslere. Deres motstand mot pitting er målbart høyere, med et Pitting Resistance Equivalent Number typisk over 25 .
For applikasjoner som krever både høy styrke og utmerket motstand mot kloridspenningskorrosjon, er duplekskvaliteter som 2205 spesifisert. Med en mikrostruktur som inneholder omtrent like deler austenitt og ferritt, kan disse sveisede spolene håndtere trykk som er mye høyere enn konvensjonelle 300-seriestål med redusert veggtykkelse, og gir vektbesparelser i navlestrengskabler og undervannshydraulikkledninger.
Skiftet fra manuell sveising til automatisert mølleproduksjon har forbedret påliteligheten til den langsgående sveisesømmen. Moderne rørmøller bruker høyfrekvente induksjons- eller lasersveisemetoder for å produsere en søm som ofte matcher grunnmaterialets styrke.
Etter at stripen er dannet gjennom en serie ruller, varmes kantene opp og smeltes sammen under trykk uten fyllmetall. De ytre og innvendige sveiseperlene fjernes vanligvis i en kontrollert skjerfprosess, og skaper en jevn overflateprofil. Røret går deretter gjennom lysglødning i en ovn med kontrollert atmosfære, og gjenoppretter kornstrukturen og fjerner termisk misfarging. Resultatet er en sveisesøm som viser seg kornstrukturer som ligner på grunnmaterialet , en avgjørende faktor for utmattelseslevetid i sykliske trykkapplikasjoner.
Valget mellom sømløse og sveisede rørspoler bør være basert på trykkklassifisering, kostnad og nødvendig lengde. Mens sømløse rør tradisjonelt er foretrukket for ekstreme høytrykksapplikasjoner, har fremskritt innen sveiseteknologi redusert dette ytelsesgapet.
| Funksjon | Sveisede spoler | Sømløse spoler |
|---|---|---|
| Maksimal lengde | Over 1500 meter | Generelt mindre enn 200 meter |
| Veggtykkelsestoleranse | / - 0,05 mm typisk | / - 10 % av nominell vegg |
| Kostnadseffektivitet | Lavere råstoff- og prosesseringskostnader | Høyere på grunn av varm ekstruderingsprosess |
Sveisede spoler er klart fordelaktige for applikasjoner som krever lange kretsløp. For eksempel, i en kjemisk injeksjonslinje som strekker seg over et raffineri, eliminerer en enkelt sveiset spole dusinvis av potensielle lekkasjepunkter som ellers ville oppstå ved å koble kortere sømløse lengder.
Spoler leveres i nøyaktige ytre diameterområder, vanligvis fra 1/8 tomme (3,18 mm) opp til 1 tomme (25,4 mm) , med veggtykkelser fra 0,5 mm til 3 mm. Selve viklingsprosessen krever konsekvent ovalitetskontroll for å sikre at røret mates jevnt gjennom rettetang og bøyere under montering.
Overflatebehandling påvirker rengjørbarheten og væskedynamikken direkte. Standardfinishen for instrumentering og hydrauliske spoler er vanligvis blankglødet, noe som gir en jevn, reflekterende overflate fri for skala. For gasslinjer med ultrahøy renhet i halvlederfabrikasjon er elektropolerte sveisede spoler spesifisert for å redusere overflateruhet til Ra 0,25 mikrometer eller mindre . Dette minimerer partikkelvedheft og utgassing.
Allsidigheten til sveisede rørspoler har ført til at de blir tatt i bruk på tvers av svært krevende sektorer. Følgende liste fremhever hvor deres spesifikke attributter gir en direkte funksjonell fordel.
Ikke-destruktiv testing er integrert i leveransen av sertifiserte sveisede spoler. Virvelstrømtesting er den primære inline-metoden, som er i stand til å oppdage pinholes, sømsprekker og dimensjonsvariasjoner ved produksjonshastigheter. For kritisk service kan hele spolelengder utsettes for hydrostatisk trykktesting kl trykk over 5000 psi for å verifisere strukturell integritet.
Mekanisk testing på prøveseksjoner inkluderer omvendt flating og faklingstester for å avdekke sveisesvakhet. En robust sveis skal tåle en utflatningstest der sveisen er plassert i 90 grader i forhold til kompresjonskraften uten å sprekke, noe som bekrefter duktiliteten som er nødvendig for bøying med tett radius i feltet.
Riktig håndtering bevarer spolens integritet. Det anbefales å bruke utbetalingsspoler med minst en diameter 20 ganger rørets ytre diameter for å hindre knekk. Avvikling bør gjøres i en rett linje for å unngå å introdusere en vridning, som kan skape komplekse restspenninger.
Ved bøying i felt er en minimum bøyeradius på tre ganger rørdiameteren standard praksis. For instrumenteringsarbeid forhindrer håndbøyere med passende radiusblokker utflating av ytterradiusveggen. I motsetning til enkelte karbonstålprodukter, krever ikke den lyse glødede overflaten kjemisk rengjøring etter bøying, bortsett fra en enkel nedtørking med et passende løsemiddel for å fjerne smøremiddel fra bøyeverktøyene.
Kontinuerlig rør, også kjent som fleksibel rør eller fleksibel slang, er mye brukt innen feltene med godt trening, hogst og boring, etc. Produksjon...
Se detaljer testkabel med høy temperatur")
Formål: Testkabelen med høy temperatur, kombinert med testkjøretøyet med høy temperatur, brukes hovedsakelig i multiparametertesting av tunge oljep...
Se detaljer
Rustfritt stål fiberoptisk testkabel er en spesiell testkabel som kombinerer holdbarheten til rustfritt stål med den høye transmisjonseffektivitete...
Se detaljer
Instruksjoner for bruk av hydrauliske kontrollrørledninger hydrauliske kontrollrørledning, også kjent som kapillær. Hovedsakelig brukt til underjor...
Se detaljer")
Rustfritt stål kledd rør er et rørsystem som kombinerer holdbarheten til rustfritt stål med beskyttelse av plast. Dette rørsystemet er vanligvis la...
Se detaljer
Søknadsfelt: Det elektriske induksjonsoppvarmingssystemet er et komplett sett med elektriske oppvarmingsenheter utviklet av vårt selskap spesiel...
Se detaljer
Ferrule -rørleddet består av tre deler: skjøtekroppen, hylsen og mutteren. Når klemmen og mutteren settes inn i skjøtekroppen på stålrøret, og mutt...
Se detaljer
Continuous Tubing Skid Winch er et spesialdesignet utstyr for oljefeltoperasjoner, som kombinerer designfunksjonene til Continuous Tubing Workhorse...
Se detaljerE-post:
Telefon: +86-15996597000
+86-18252893456
WhatsApp: +86-18252874678
Adresse: Nr. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, Jiangsu -provinsen, Kina
QR -kode på
mobiltelefon
Copyright © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Kontakt oss